 客服热线:
客服热线:


 企业资料通过139石材网认证
企业资料通过139石材网认证
雕刻机相比加工中心,更多的石材企业拥有它,因此不少的石材企业用雕刻机加工旋转楼梯的弯位线条。但是,雕刻机不能用锯片加工,只能用铣刀一点点铣,加工弯位线条的效率很低。不过雕刻机可用多个头同时加工,这就可以提高雕刻机加工弯位线条的效率。
雕刻机多用于加工旋转楼梯的平弯线条,象旋转楼梯的扶手线条。加工立弯线条的话,立弯位线条的拱高不能太大了。
图1为雕刻机双刀雕刻弯位线条。
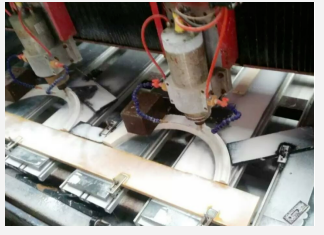
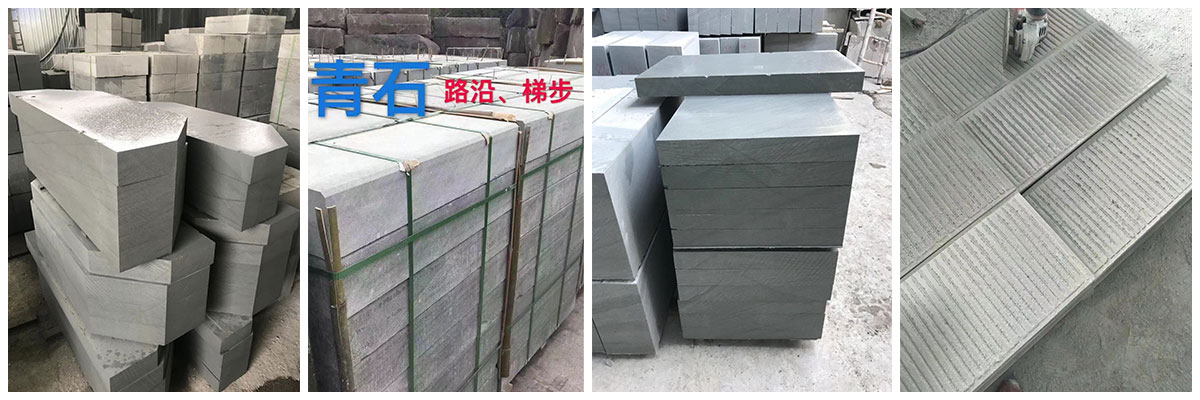
雕刻机加工青石
图1
雕刻机加工弯位线条工艺流程:
选料→开坯料→圆弧板坯料切割→圆弧板坯料加固→圆弧板坯料排板、编号→圆弧板坯料分件→检验→编程→程序模拟→定位模制作→找零点→坯料装料→机床调试→零点设置→试加工→检验→批量造型→卸料→检验
雕刻机加工弯位线条具体加工工艺:
1、选料
按生产加工单上的选料要求选择荒料。注意材料的颜色、纹理要求,尽量避开材料裂纹,特别是白色石材裂纹必须避开。
2、开圆弧板坯料
圆弧板造型所用的坯料应符合以下技术要求:高度方向要求加加工余量30~40㎜,弦长方向的加工余量也为30~40㎜,高度方向的两个端面必须修切平整,便于严格准确地对标准模板。
3、圆弧板坯料切割
按圆弧板的加工工艺用电脑金刚石串珠绳锯或水刀机切割圆弧板,并按切割顺序编号。立弯位线条在厚度方向加5mm的加工余量;平弯线条在高度方向依据合料的数量加余量。雕刻机具有切割功能。如果待加工的弯位线条厚度小于40mm,可以由雕刻机在加工弯位线条时直接切割下来,见图2。
图片
图2
4、圆弧板坯料加固
对存在裂纹的圆弧板坯料用纤维网和胶、钢筋对圆弧板加固。
5、圆弧板坯料排板、编号
为保证加工出来的弯位线条相邻的线条颜色、纹理的基本一致,切割出来的圆弧板坯料按旋转楼梯排版图排板,编号,并将编号写在坯料上。
6、圆弧坯料分件
按旋转楼梯生产加工单上的平面图或立面对对弯位线条圆弧板坯料分件,并对分件下来的料编号。
7、检验
检验分好的弯位线条坯料弦长、厚度、高度及表面的质量。
8、编程
按弯位线条大样图用精雕编程软件绘图,并将图形转化成程序。
9、程序模拟
利用软件中的程序模拟检验程序正确性。
10、定位模制作
在加工中心上制作装夹坯料的定位靠模。
11、找零点
断点后,重新启动机器,务必进行回零工作,否则,机器不能运行。
12、坯料装料
将弯位线条坯料装夹到加工中心上,并固定。装料时要对照生产加工单的拼接关系图放置待造型的坯料,注意放置面的方向。放置错了,造型出来的弯位线条纹理方向就反了。
13、换刀
手动换刀,松开钻夹头,取下刀具,换上需要的刀具,然后拧紧钻夹头锁紧刀具。
14、机床调试
① 检验水电气是否正常;
② 启动雕刻机空运几分钟检测机床是否有故障;
③ 给雕刻机加油,润滑雕刻机各运行机构;
④放去空气压缩机里的水气;
15、零点设置
设置待加工的工件原点。
16、对刀
对刀点一般为加工零点。对Z点时,通常抬高1mm,留1mm的加工余量。
17、试加工
在批量加工弯位线条前先试加工1件,加工合格后再批量加工。图3加工平弯位线条,图4加工立弯位线条。
图片
图3
图片
图4
18、检验
对试加工好的弯位线条用标准模板检验。
19、批量造型
试加工好的弯位线条检验合格后,可以批量造型。每加工好1件用标准模板检验加工好的弯位线条。
20、卸料
将加工好的弯位线条从雕刻机上取下来放置在L型架上或托盘上。
21、检验
对加工好的弯位线条用标准模板检验两端的形状,检验偏差在±1mm内;检验弯位线条的尺寸,检验偏差在1mm内;用各造型台阶段的圆弧模板检验圆弧度;目测圆弧造型的圆滑度;用游标卡检测造型的深度是否达到加工要求。
作者 | 晏辉
